铸态球墨铸铁QT600-7重卡桥壳的生产及应用
张军1 解戈奇2
1,陕西金鼎铸造有限公司,陕西宝鸡市 722405;2,陕西远大新材料技术有限公司,陕西咸阳市 713800
摘要:采用优质的原材料,废钢增碳的合成工艺严格控制Mn、P、S及杂质元素总含量,并辅以适量Cu合金化处理,采用堤坝坑处理包、冲入法球化处理、铁水预处理、多次孕育处理等,制定了铸态下高强度高延伸率QT600-7铸态球墨铸铁的熔炼工艺,在保证高强度的同时稳定高延伸率。
关键词:铸态QT600-7 高强度高延伸率 预处理 Cu合金化
Production and Application ofQT600-7 Nodular Cast Iron in the as-cast State onHeavy Truck Axle Housing
Zhang Jun
1 ,Xie Geqi
2
1.Shaanxi jinding casting co. LTD;2.Shaanxi yuanda new materials technology co. LTD
Abstract:Using high quality raw materials and the synthetic process of scrap steel carburization to control the total content of Mn, P, S and impurity elements strictly,and with a moderate amount of Cu alloying treatment as well as adopting embankment pit treatment bag , impinging spheroidized, pretreatment of hot metal, inoculation for many timesand so on,this research aims to develop the melting process of high strength and high extensibility QT600-7 nodular cast iron in the as cast state, to ensure both high strength and high extensibility .
某重型卡车公司自主研发的一体化铸造桥壳具有轻量化,技术要求高的特点。桥壳的一体化设计,大大提高其承载力,桥壳加工成本降低,因而该项技术具有广泛的发展前景。目前国内外主要采用铁型覆膜砂、添加合金及高硅铸铁方式进行组织生产高强度高延伸率铸态材质为QT600-7的铸件,其力学性能要求如表1所示,组织要求如表2所示。由于上述三种方式的局限性,本文将展开试验,旨在开发一种适用于树脂砂型铸造的铸态QT600-7桥壳的熔炼工艺。
表1 QT600-7材质机械性能
Table1 QT600-7 material mechanical properties
|
牌号 |
抗拉强度Rm(Mpa) |
屈服强度Rp0.2(Mpa) |
延伸率A(%) |
布氏硬度HBW |
|
QT600-7 |
≥600 |
≥380 |
≥7 |
190-270 |
为满足上述性能要求,必须提高球化率,细化晶粒度,增加石墨球数,并提高石墨球圆整度,因此金相应满足表2的要求。
表2 金相组织及硬度要求
Table 2Metallographic and hardness requirements
|
球化级别 |
石墨大小 |
珠光体/% |
硬度/HB |
|
1-3 |
5-8 |
55%—75% |
190-270 |
1铸造桥壳化学成分设计
(1)碳和硅。众所周知,碳和硅是促进石墨化元素,在一定的冷却速度和孕育条件下,调高碳当量,析出的石墨球数多,石墨球小,可调高石墨圆整度,并增加自补缩能力,减少
碳化物。但在一定的碳当量下,随着硅含量的增加,特别是大断面,会产生碎块状石墨,同
作者简介:张军(1988.09-),男,汉族,助理工程师,学士学位,主要从事铸造熔炼工艺制定工作,15529005140
时高硅会显著降低材料的低温冲击性能,基于提高球化率(增加石墨圆整度及石墨球数方面考虑),在不漂浮的条件下,应尽可能提高碳当量,同时保证孕育的条件下,尽量降低硅含量。试验要求C3.6—3.75%,Si要求2.4—2.6%。
(2)锰和铜。通常Mn、Cu、Cr、Sn都是提高珠光体的元素。有所区别的是,Mn在促进珠光体形成的同时白口倾向增加,而Cu在共晶转变时能促进石墨化,减少白口倾向,在共析转变时,促进珠光体的形成,可减少促进或完全抑制铁素体的形成,改善断面组织及性能的均匀性;对基体固溶强化,对基体沉淀硬化,不形成游离渗碳体,不与碳形成碳化物,成负偏析,铜富集在共晶团内部。铜的熔点低且在熔化过程不烧损,因此为保证伸长率试验中Mn含量按<0.20%控制,同时,为促进形成一定量的珠光体组织,Cu含量按0.55-0.65%控制
【2】。
(3)磷、硫及一些反球化微量元素。在铸态球墨铸铁的生产过程中,P含量越多,形成的磷共晶会增多,磷共晶呈多角状分布于共晶团边界,会急剧恶化材料的韧性、塑性,因此要想获得高延伸率的铸态球铁材料,必须严格控制P含量。S为反球化元素,降低其含量是为确保球化效果的前提。上述可见P和S为有害元素,应严格控制其含量,按P<0.04%,S<0.02%,反球化元素∑<0.12%
2熔炼用原材料
试验采用球墨铸铁用生铁Q10/Q12及优质废钢,并加入低S的锻石油焦增碳剂。为提高球化率(石墨球数及圆整度),球化剂采用陕西远大新材料技术有限公司提供的含微量Sb球化剂YD722BS;为提高增加石墨球数量,提高石墨圆整度,采用预处理剂
【1】(YC-2)覆盖球化剂,且采用含Ba、Ca等元素的长效复合孕育剂(J-10)及随流孕育剂;为强化基体,采用铜合金化处理
【3】。试验所用原材料见表3-6。
表3 YD722BS球化剂化学成分
Table3 The chemical composition of YD722BS nodulizer w
B/%
|
Mg |
Re |
Si |
Ca |
其他 |
颗粒度 |
|
7.22 |
2.12 |
44.52 |
2.19 |
适量 |
3-23mm |
表4 YC-2预处理剂化学成分
Table4 Yc-2 pretreatment agent chemical compositionw
B/%
|
C |
Si |
Ca |
颗粒度 |
|
28-32 |
65-70 |
0.5-1.5 |
0.2-3.0mm |
表5 J-10普通复合孕育剂
Table5 J-10 common compound inoculantw
B/%
|
Si |
Ca |
Ba |
颗粒度 |
|
60.0-66.0 |
1.0-2.0 |
8.0-10.0 |
3-10mm |
表6 P-1T随流孕育剂
Table6 P-1t is the gestating agentw
B/%
|
Si |
Ca |
颗粒度 |
|
64.0-68.0 |
1.0-2.0 |
0.1-0.7mm |
3采用废钢增碳的熔炼方式
基于废钢增碳工艺降低白口倾向,细化珠光体,增加珠光体数量这个特点,本试验采用废钢增碳工艺在6t中频感应电炉熔炼,按照废钢:回炉料:生铁=40%:30%:30%的配比及顺序加料快速熔化,为确保增碳剂的充分溶解,熔炼升温至出炉温度+30-50℃,静置8—12分钟,加料降温出炉。采用冲入法球化处理,辅以预处理,并结合多次复合孕育工艺对所需铁水做以处理
【4】。
球化包装包顺序依次为:含Sb球化剂+碳化硅+铁屑+出铁倒包孕育+浇注随流孕育
4试验方法
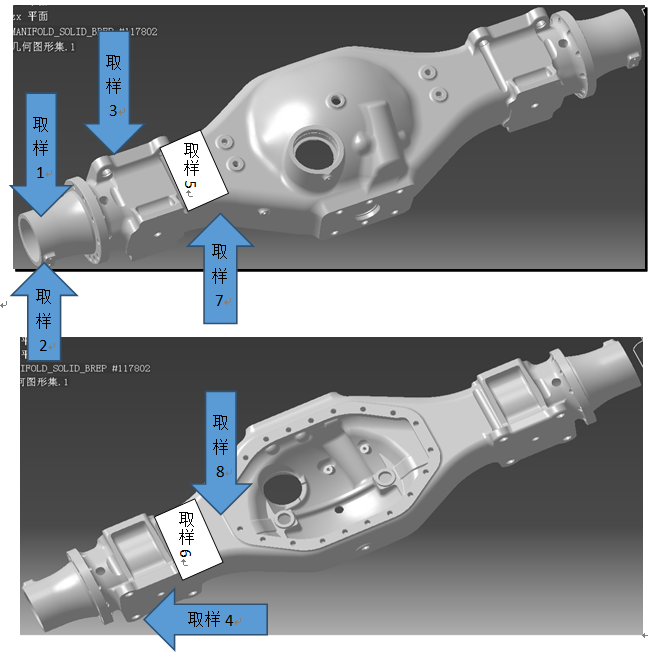
用上述处理的铁水浇注树脂砂造型的铸造桥壳,对所浇注桥壳对应部位取样,检测对应各部位本体的金相组织及力学性能。
5试验结果及分析
5.1 Cu与Mn的影响
有关材料说明Cu与Mn共存时,Cu对强度的促进作用强于Mn,Cu含量每增加0.1%,材料强度提高约50Mpa;另一方面,Mn含量较低时,延伸率普遍较高,此时增加Cu含量,材料在提高强度的同时对延伸率的影响不大。分析原因为Cu在共晶转变时,促进石墨化,减少渗碳体,在共析出转变时,促进珠光体的形成,且对基体起固溶强化作用,虽然Mn也促进珠光体的形成,但由于较大的偏析倾向易富集于晶界上,影响到材料的延伸率。
6生产过程的验证










实际生产中的化学成分:
|
|
C |
Si |
Mn |
P |
S |
Cr |
Ni |
Mo |
Cu |
|
原铁水 |
3.89 |
1.43 |
0.202 |
0.040 |
0.026 |
0.030 |
0.007 |
0.003 |
0.015 |
|
成品 |
3.71 |
2.51 |
0.196 |
0.036 |
0.013 |
0.027 |
0.005 |
0.002 |
0.591 |
|
成品 |
3.57 |
2.59 |
0.200 |
0.034 |
0.013 |
0.015 |
0.003 |
0.001 |
0.581 |
|
成品 |
3.63 |
2.63 |
0.161 |
0.038 |
0.012 |
0.011 |
0.003 |
|
0.572 |
|
成品 |
3.60 |
2.50 |
0.192 |
0.035 |
0.012 |
0.027 |
0.007 |
0.001 |
0.53 |
|
Al |
Ti |
V |
Mg |
Sb |
Sn |
Pb |
Zn |
Ce |
La |
|
0.004 |
0.027 |
0.009 |
|
0.002 |
0.004 |
0.002 |
0.058 |
0.004 |
|
|
0.021 |
0.027 |
0.009 |
0.041 |
0.007 |
0.005 |
0.002 |
0.043 |
0.020 |
0.002 |
|
0.027 |
0.022 |
0.007 |
0.047 |
0.005 |
0.003 |
0.034 |
0.012 |
0.018 |
0.002 |
|
0.021 |
0.030 |
0.009 |
0.052 |
0.007 |
0.002 |
0.002 |
0.011 |
0.021 |
0.002 |
|
0.021 |
0.025 |
0.008 |
0.047 |
0.009 |
0.004 |
0.002 |
0.002 |
0.021 |
0.001 |
随型冷却Y型试块力学性能及金相组织检验结果
|
取样部位 |
球化等级 |
石墨大小 |
珠光体 |
抗拉强度—延伸率 |
|
随型冷却试块1 |
3 |
6 |
65 |
790-8 |
|
随型冷却试块2 |
3 |
6 |
75 |
827-10 |
|
随型冷却试块3 |
3 |
6 |
75 |
838-12 |
|
随型冷却试块4 |
3 |
6 |
75 |
835-10 |
|
随型冷却试块5 |
3 |
6 |
55 |
796-10 |
对应本体部位力学性能及金相组织检验结果
|
取样部位 |
球化等级 |
石墨大小 |
珠光体 |
抗拉强度—延伸率 |
硬度 |
|
取样1 |
3 |
6 |
65 |
686-9 |
217 |
|
取样2 |
3 |
6 |
55 |
624-8 |
212 |
|
取样3 |
3 |
6 |
65 |
636-8 |
207 |
|
取样4 |
3 |
6 |
45 |
686-10 |
201 |
|
取样5 |
3 |
6 |
55 |
585-14 |
197 |
|
取样6 |
3 |
6 |
55 |
655-10 |
217 |
|
取样7 |
3 |
6 |
45 |
636-8 |
207 |
|
取样8 |
3 |
6 |
65 |
650-10 |
223 |
|
取样1 |
3 |
6 |
45 |
624-8 |
223 |
|
取样2 |
3 |
6 |
45 |
636-8 |
207 |
|
取样3 |
3 |
6 |
55 |
624-8 |
217 |
|
取样4 |
3 |
6 |
55 |
615-9 |
223 |
|
取样5 |
3 |
6 |
45 |
561-10 |
192 |
|
取样6 |
3 |
6 |
55 |
612-7 |
207 |
|
取样7 |
3 |
6 |
55 |
649-8 |
217 |
|
取样8 |
3 |
6 |
65 |
637-10 |
229 |
金相图片(选取)
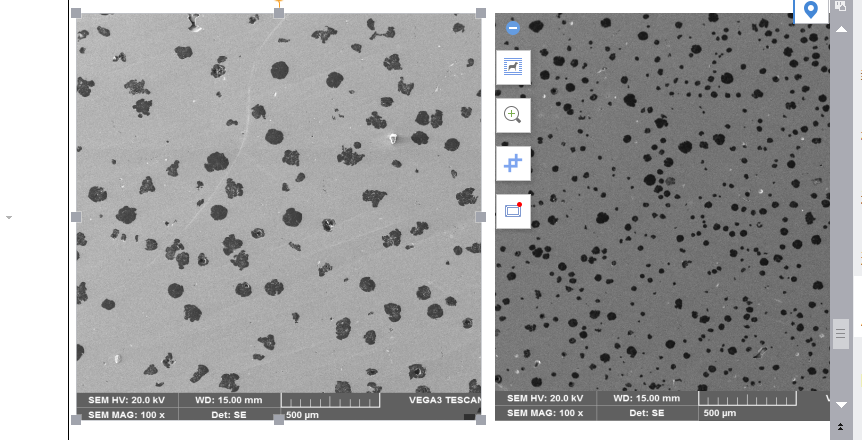 图1未经过预处理后的金相组织 图2预处理后的金相组织
图1未经过预处理后的金相组织 图2预处理后的金相组织
经过SiC预处理后使用陕西远大YD722BS球化剂的金相组织,明显石墨球数增多,石墨球圆整度增加,球化率也增加。
采用上述工艺生产的铸造桥壳,各项性能仍满足技术要求,台架试验中后桥双双通过11.5吨定额载荷100万次的技术要求。
7结论
7.1 含Sb球化剂,辅以SiC预处理,可以有效增加石墨球数,改善石墨圆整度,提高球化率;
7.2废钢增碳合成熔炼,辅以多次复合孕育处理是获得铸态QT600-7成分、金相及性能的保证;
7.3 充分利用Cu在共晶转变时,促进石墨化,在共析转变时,促进珠光体的形成,且对基体起固溶强化作用,在低锰的条件下保证强度的同时保证一定的延伸率。
参考文献:
【1】 陈子华.预处理技术在球墨铸铁上的应用[J].现代铸铁,2008(01):54-59
【2】五德海,钱立,胡家骢.灰铁球墨铸铁及其熔炼[M].北京:中国水利水电出版社,2006
【3】 高广阔,石力军,常世俭等,高强度铸态球墨铸铁整体桥壳材质及工艺的研究开发.《第12届全国铸造年会暨2011中国铸造活动论文集》2011.10
【4】 林钰杰,吴宝成.铸态QT600-10的生产工艺【J】.现代铸铁,2014,(04):32-34
