王清健1,杜永红1,令军科1,解戈奇2,3
(1.陕西金鼎铸造有限公司,陕西宝鸡 722408;2. 西安远大铸造材料技术有限公司,陕西西安 710077;3. 陕西远大新材料技术有限公司,陕西西安710077)
摘要:不同厂家所生产的相同成分的球化剂,可能因生产工艺、技术水平等因素,导致MgO含量有所不同,因此,即使按同一工艺在生产中运用,获得的石墨球数量及力学性能、废品率均有差异,选择含MgO低的球化剂,对生产出性能优良的铸件非常重要。
关键词:球化剂;MgO含量;石墨球数量;强度;延伸率;气孔
作为生产球墨铸铁必不可少的球化剂越来越受到普遍关注。我们在选择球化剂的时候,可能面临着这样的困惑:相同成分的球化剂,厂家不同,即使按同一工艺在生产中运用,获得的金相组织及力学性能等仍有一定的差别。它们具体差别在什么地方,是什么原因形成的,为了搞清楚原因,我们根据西安远大和国内某厂提供的相同成分的球化剂,从使用角度做如下对比试验。
1试验方法
中频炉熔化,采用包底冲入法进行球化。
1.1球墨铸铁球化剂、孕育剂组合
球化剂(粒度5.0~25.0mm)成分,见表1。
表1 球化剂成分
|
Mg(%) |
RE(%) |
Ca(%) |
Si(%) |
Al(% |
Fe |
|
4.8~5.2 |
1.8~2.2 |
1.8~2.2 |
44.0~46.0 |
0.6≤ |
余量 |
(1)炉前孕育(一次孕育)
孕育剂成分:Si68.0%~72.0%、Ba1.0%~3.0%、Ca1.0%~2.0%、Al1.2%~1.8%。粒度3.0~10.0mm,孕育剂加入量0.4%~0.5%。
使用方法:炉前出铁时随铁水流冲入包内,搅拌后扒渣。
(2)瞬时孕育(二次孕育)
孕育剂成分:Si66.0%~72.0%、Ba1.0%~3.0%、Ca1.0%~2.0%、Al1.0%~1.8%。粒度:0.1~0.7mm, 瞬时孕育剂加入量0.1%~0.15%。
1.2使用方法
(1)使用浇注机时,按规定设定孕育给料机速度,使孕育剂加入量控制在0.1%~0.15%范围内。
(2)大包倒小包时,瞬时孕育剂定量加入小包内,大包铁水冲入搅拌后扒渣浇注。 (注意,浇注时随流孕育剂进入型腔时间一定要比铁水流滞后1~2s左右,防止先进入型腔凉铁水熔化孕育剂困难,造成夹渣及硬质点等缺陷)。
两个厂商球化剂成分,见表2。
表2 两个厂商球化剂成分 (WB/%)
|
厂商 |
牌号 |
Mg |
Re |
Ca |
Si |
Al |
粒度 |
|
西安远大 |
KT-4 |
4.88 |
1.87 |
1.95 |
45.6 |
0.4 |
5~25mm |
|
国内某厂 |
Mg4RE2Ca2 |
4.89 |
1.87 |
1.93 |
45.38 |
0.43 |
5~25mm |
根据不同厂商球化剂按同一工艺浇注同一铸件(轴承座),在生产中试验,统计缺陷情况,并且每一包于球化爆发毕计时,第12min浇注一组Y型试块,从试块上取样进行金相及性能分析。
2试验结果及分析
(1)残留Mg衰退情况对比,球化率采用全自动球化率分析仪NAP-01进行检测,见表3。
表3 Mg衰退、球化率汇总表
|
产品名品 |
出铁重量 |
间 剂加入量 |
球化球化反应时 |
出铁温度 |
球化率 |
浇包号 |
TP数据 |
①球化包内 |
②第一箱 |
③浇注第4分 |
④浇注第8分 |
⑤浇注第12分 |
末箱(第
15分) |
残留Mg%球化毕与末箱差值 |
|
西安远大KT-4 |
1358 |
14 |
105 |
1515 |
90 |
1 |
残留Mg% |
0.036 |
0.030 |
0.032 |
0.033 |
0.029 |
0.030 |
0.006 |
|
|
1340 |
14 |
98 |
1504 |
90 |
2 |
残留Mg% |
0.039 |
0.036 |
0.032 |
0.033 |
0.035 |
0.035 |
0.004 |
|
|
1324 |
14 |
100 |
1509 |
90 |
3 |
残留Mg% |
0.035 |
0.034 |
0.033 |
0.031 |
0.032 |
0.031 |
0.004 |
|
|
1350 |
14 |
110 |
1507 |
90 |
4 |
残留Mg% |
0.038 |
0.036 |
0.037 |
0.037 |
0.032 |
0.029 |
0.009 |
|
|
1362 |
14 |
105 |
1506 |
90 |
5 |
残留Mg% |
0.034 |
0.034 |
0.028 |
0.033 |
0.032 |
0.031 |
0.003 |
|
国内某厂Mg4RE2Ca2 |
1354 |
15 |
84 |
1502 |
85 |
1 |
残留Mg% |
0.040 |
0.037 |
0.035 |
0.035 |
0.031 |
0.030 |
0.010 |
|
|
1338 |
15 |
77 |
1507 |
85 |
2 |
残留Mg% |
0.041 |
0.032 |
0.038 |
0.033 |
0.028 |
0.030 |
0.011 |
|
|
1330 |
15 |
81 |
1508 |
85 |
3 |
残留Mg% |
0.038 |
0.033 |
0.036 |
0.033 |
0.031 |
0.031 |
0.007 |
|
|
1358 |
15 |
71 |
1506 |
85 |
4 |
残留Mg% |
0.042 |
0.035 |
0.039 |
0.035 |
0.031 |
0.031 |
0.011 |
|
|
1336 |
15 |
74 |
1500 |
90 |
5 |
残留Mg% |
0.046 |
0.036 |
0.035 |
0.037 |
0.032 |
0.032 |
0.014 |
从爆发毕至浇注15min, 西安远大球化剂残留Mg每包平均衰减0.0052%,国内某厂球化剂残留Mg每包平均衰减0.0106%。
西安远大球化剂平均爆发时间为103.6s,国内某厂球化剂平均爆发时间为77.4s。
西安远大球化率平均为90%,国内某厂球化率平均为86%。
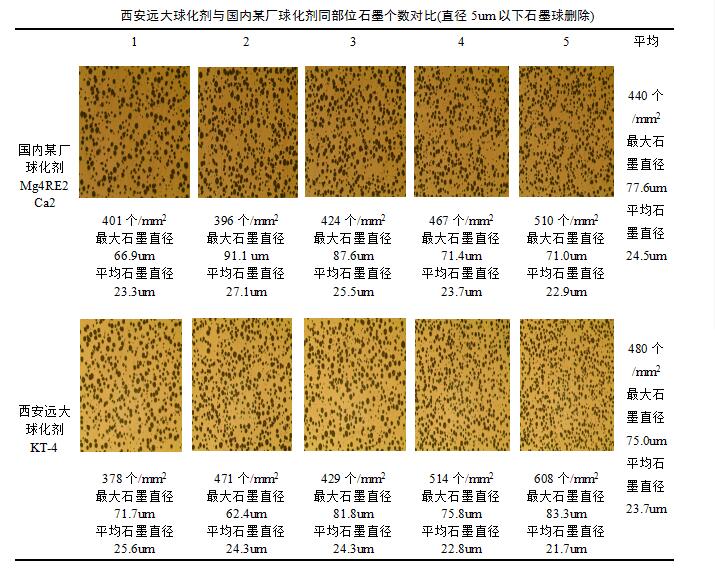
(2)同部位石墨球个数对比,见表4、表5,图1。
表4 平均石墨球数
|
厂商 |
平均石墨球数 |
|
国内某厂Mg4RE2Ca2 |
440 |
|
西安远大KT-4 |
480 |
图1 对比图
表5 西安远大球化剂与国内某厂球化剂同部位石墨个数对比
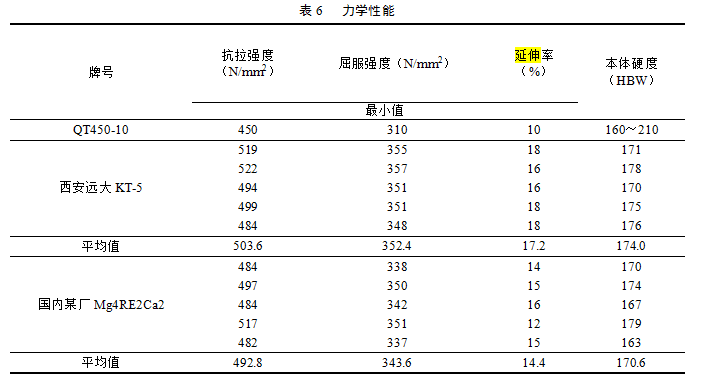
 (3)力学性能结果,见表6。
(3)力学性能结果,见表6。
 (4)加工缺陷比较,如表7所示。
(4)加工缺陷比较,如表7所示。
3 .结果比较和分析
3.1结果比较
(1)西安远大提供的球化剂生产出的铸件,石墨球径更小数量更多,比国内某厂球化剂石墨球数增加9%。
(2)用量更少,比常规球化剂用量减少7%。
(3)球化率较高,均达到了90%以上。球化衰退更慢。
(4)性能更优,强度、延伸率均好于国内某厂。
3.2结果分析
从两个厂商提供的球化剂外观来看,颜色、大小、致密性等基本相同,并无明显区别。为进一步分析造成结果差异的原因,根据2004年修订的国家标准[1],球化剂中MgO含量应≤1.0%的要求,采用化学分析法对MgO进行检测:西安远大KT-4型球化剂的MgO为0.38%,而国内某厂Mg4RE2Ca2型球化剂的MgO为0.59%,这可能是两个厂家球化剂生产铸件产生石墨球数、性能差异的根本原因。
球化剂中的镁含量是有效镁+氧化镁含量,但生产厂家提供的检测报告中,一般只标注镁的总含量,没有标注氧化镁的含量。实际上,氧化镁对球化效果及金相性能影响较大。氧化镁在铁水中属无效镁,直接减少了有效镁的含量,如果氧化镁含量高就意味着有效镁含量低,球化能力随着氧化镁的增加而降低。只有有效镁越高,石墨球才更多,更圆整(在生产工艺相同的情况下)。同时,这种无效镁的增加,残留在铸件中造成铸件气孔、夹渣增多。因此,在含镁量相同的球化剂中,它们的球化能力及金相性能及气孔、夹渣缺陷随着含MgO量不同而不同。
4结论
一个合格的球化剂,除了外观致密、没有夹杂物之外,更重要的是其化学成分的含量及均匀性。除了常规的Mg、Ce、Si、Ca等元素,生产厂和使用厂应加强对MgO的分析和检测,较低的MgO不仅可可以提高球化效果,延长爆发时间,提高力学性能,因此选择较低的MgO的球化剂,对生产优质铸件至关重要。
参考文献:
[1] 2004版《铸造行业标准规范汇编》
[2] 赵建康.铸铁铸铁及其熔炼[M].北京:机械工业出版社,1981.
[3] 董若璟.冶金原理[M].北京:机械工业出版社,1981.