029-86699609
029-86699609
摘 要:高韧性球铁的生产质量控制的关键是获得铸件的组织中高的铁素体含量、较高的球化率、直径细小而多的石墨数,这是高韧性球铁力学性能合格的根本。要获得高韧性球铁必须有优质的铸造生铁来保证,尽年来,生铁供不应求,价格日趋上涨,使铸造厂面临严峻的经营形势。针对这一问题,本文论述电炉熔炼同样的球化剂、孕育剂,不改变球化及孕育处理工艺,采用晶体石墨增碳剂+工业碳素废铁+大量回炉料生产高附加值高性能球铁合成铸铁工艺,更有益于成功获得合格的高韧性球铁,而且生产及管理成本低,显著提高铸造厂效益的几个实例。
关键词:晶体石墨;增碳剂;工业碳素废铁;电炉熔炼;合成铸铁;高韧性球铁;奥贝球铁;风电球铁铸件;柴油机缸体;柴油机缸盖
由于钢铁工业的迅猛发展,生铁资源日益紧缺,优质球生铁供不应求,价格日趋上涨。可供资源将持续紧张,高位运行,劳动力成本持续上行的趋势形成,可以断定一个铸造高成本的时代来临。高耗能、高污染排放,生产低附加值铸件的企业将首先被淘汰出局。应用电炉合成铸铁技术提高铸件质量,降低铸造成本,提高铸造厂效益成为铸造企业发展的根本。
电炉熔炼合成铸铁的关键是增碳剂、调 Mn 造渣辅料、工业碳素废铁的选择及加入,以及冶炼质量控制,使用增碳剂增加含碳量调整化学成分,改善铸铁的组织和性能;利用价格相对低廉的工业碳素废铁。降低成本;为了获得更好增碳效果,生产中选用晶体石墨增碳剂。晶体石墨增碳剂主要用于高韧性球铁铸件(风电球铁铸件)、奥贝球铁铸件及大型复杂的灰铸铁及球铁柴油机缸体、缸盖的生产;应用晶体石墨增碳剂+废钢+大量回炉料是低成本生产高附加值高性能球铁铸件的新技术。本文着重介绍熔炼合成铸铁用的晶体石墨增碳剂及熔炼合成铸铁显著提高铸造厂效益的几个实例。
1.碳及晶体石墨增碳剂材料特性
碳在常压下的熔点为 3550℃,沸点为 4194℃,3500℃开始升华,是熔点最高的元素。且在高温下不发生晶态变化,几乎不软化、不变形。碳的同素异构体有无定形碳、石墨和金刚石。不同结构的碳密度不相同,无定形碳密度约为 1.98g/cm³ ,石墨密度约为 2.3g/cm³,金刚石密度约为3.51g/cm³ ,性能差别大。含碳晶体有一重要的特点是在无氧条件下加热,晶体结构会向更完整、更紧密的状态转变。无定形碳,如焦炭、木炭、炭黑等,在高温作用下可转变为石墨。石墨在高温、高压作用下可转变为金刚石1 。
1.1.碳质材料 碳质材料是由碳元素组成的一类非金属材料。由于晶体结构和层片配列的变化,可以衍生出品种繁多的同素异构体。所有的同素异构体,在晶体结构上都是以金刚石或石墨为基础的。
1.1.1 金刚石 金刚石晶体属等轴晶系,原子晶格为面心正立方,原子间距为 0.154nm,是碳的同素异构体中原子排列最紧密的一种。金刚石是莫氏硬度值为 10,绝对硬度约为 10000kgf/mm。
1.1.2 石墨 石墨为六方层片状结晶,石墨质软(莫氏硬度 2~3)、呈黑色、有光泽、并有润滑感。石墨可分为天然石墨和人造石墨两类,都是铸造行业中广泛应用的材料。
(1)天然石墨 天然石墨中有鳞片状石墨和微晶石墨两种。中国是天然石墨产量最大的国家,产地主要有湖
南、内蒙、黑龙江、福建、广东、吉林等省(区)。俄罗斯、朝鲜、韩国、澳大利亚、墨西哥、马达加斯加、印度、斯里兰卡、加拿大和美国也有高储量的天然石墨矿。其中斯里兰卡出产的块状石墨是目前所知的纯度最高的天然石墨,其中的碳含量接近 100%。通常开采得到的天然石墨中混有大量脉石和其他杂质,如要求品位较高,就需要用浮选法提取。先将矿料粉碎、加水研磨制成矿浆,再用石灰或碱将矿浆调成弱碱性,并加入水玻璃抑制脉石,然后用筛分设备将石墨从大量脉石中分离出来。在浮选槽内加入煤油之类的捕集剂,再经离心分离和干燥,可以得到含碳量为 70~95%的石墨。含碳量在 95%以上的石墨,需用化学方法萃取,或加热到高温使其中的氧化物杂质分解、挥发。
(2)人造石墨 在高温和惰性气氛中,无定形碳可以转变为石墨。先将富碳的碳质材料压制成形,加热到2500~3000℃、在非氧化性气氛中进行石墨化。晶体石墨增碳剂大部分都是采用这种制备的。
1.1.3.无定形碳 无定形碳也是六方层片状结晶,与石墨不同之处在于六角形的配列不完整,层间距离略大。常见的无定形碳材料有焦炭、木炭、炭黑、活性炭等。
1.2.增碳剂的类别及成分
增碳剂的主要成分是碳。但碳在增碳剂中的存在形式可能是非晶态或结晶态。增碳剂相同,与非晶体增碳剂相比,晶体增碳剂的增碳速度明显的快,未作球化处理原铁液的白口深度小,球墨铸铁基体中铁素体含量高,石墨球数多,石墨形态更圆整。依据碳在增碳剂中的存在形态,分为石墨增碳剂和非石墨增碳剂。石墨增碳剂有废石墨电极、石墨电极边角料及碎屑、自然石墨压粒、石墨化焦等,此外,碳化硅(SiC)具有和石墨相似的六方结构也被列为石墨增碳剂的一种特殊形态。废石墨增碳剂如沥青焦、煅烧石墨焦、乙炔焦炭压
粒,煅烧无烟煤增碳剂等。常用增碳剂的主要成分表 1,晶体石墨增碳剂的化学成分:碳含量≥96%,水份≤1.5%,灰分<1%, Fe2O3<0.5%,Al2O3<0.45%,不含硫、磷。 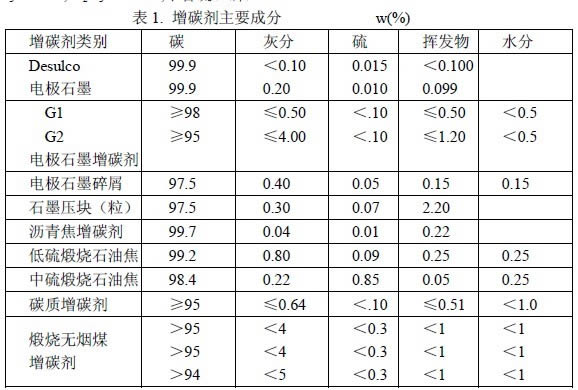
2. 增碳剂的增碳行为
增碳剂的增碳是通过碳在铁液中的溶解和扩散进行的。当铁碳合金的含碳量在 2.1%时,石墨增碳剂中的石墨可直接在铁液中溶解直溶。而非石墨增碳剂的直溶现象几乎不存在,只是随着时间的推移,碳在铁液中逐渐的扩散溶解。石墨增碳剂的增碳速度显著的高于非石墨增碳剂。对所有石墨铸铁,石墨增碳剂中的石墨,可作为先共晶晶核和共晶石墨晶核。由不同的配料比使用碳质增碳剂和不采用增碳工艺,在铁液化学成分中含量相同条件下,经过增碳处理的铸铁中氮含量增加,但可以形成氮化硼等,可以作为石墨结晶核心的基底,
为石墨创造良好的形核成长条件。因此,增碳剂在增加铁液含碳量的同时,能改善铁液凝固后的组织和性能。
增碳速度是单位时间内碳增加的百分数。吸收率是增碳剂中碳被铁液吸收的比率。铁液增碳速度以及对增碳剂中碳的吸收率受下列因素影响。①增碳剂种类;②增碳剂颗粒;③增碳处理温度;④铁液组成;⑤铁液的搅拌程度。石墨电极的增碳效率较快,在电炉熔炼时,一般吸收率 85%左右。铁液搅拌越强,增碳效率越高,在 1450℃可达到 90%。
3.晶体石墨增碳剂对铸件微观组织及质量的影响
由于铸件的力学性能取决于铸件的组织,而铸件的组织取决于铸件的化学成分及凝固过程,铸铁凝固过程有 2 种重要的形核条件,一是奥氏体形核,另一种是石墨形核,石墨和铸造硅铁在 Ca、Ba、Sr、Al、Ce、Zr、Mn 等元素的促进下有利于先共晶及共晶石墨晶核的形成,研究表明含有上述活性元素的氧硫复杂化合物具有活性的结晶核心,在铸铁凝固过程促进石墨形核,铁液中适当尺寸、没有溶解的石墨质点,促进先共晶和共晶石墨析出核心,为了增加球铁的石墨球数量,必须加强增加形成球状石墨核心的技术措施,其中铁液
的石墨质点有助于提高球状石墨核心数量,结晶核心总是异质的核心,晶体结构的碳可以显著提高铁液的形核状态,其中有六方结构的石墨增碳剂,碳化硅(SC)由于具有和石墨相似的六方结构,也被看作是石墨增碳剂的一种特殊形态。石墨结构的增碳剂增加铁液中晶核点的数量,提高铁液的形核能力。生产实践表明使用质地致密的石墨增碳剂后球铁的铁素体含量平均提高 10%-15%,对延伸率有特别要求的铁素体球墨铸铁是非常有价值的。用石墨结构的增碳剂生产球墨铸铁得到的石墨球数量是使用非石墨增碳剂球铁得到的石墨球数量的 400% 。
高韧性球铁的生产关键是获得铸件的组织中高的铁素体含量,较高的球化率,直径细小而多的石墨数。同样的铸造生产应用晶体石墨增碳剂会促进这些有益的结果形成,就是说应用晶体石墨增碳剂+工业碳素废铁+大量回炉料电炉熔炼是低成本生产高附加值高性能球铁铸件的新技术。
3.晶体石墨增碳剂的使用方法及晶体石墨粒度要求
增碳剂使用过程中,增碳剂有增碳吸收和氧化损耗。不同形态和颗粒大小的增碳剂对吸收和损耗有不同的影响,例如石墨压块(粒)、石墨电极碎屑,具有较大的表面面积浸润在铁液中,增碳吸收率高;增碳剂颗粒小,在增碳速度较快的同时,氧化损耗速度也较快等。因此,生产中应根据熔炉类型,炉膛直径和容量大小,以及增碳剂的加入方法等,正确选择增碳剂类型及颗粒大小。使用增碳剂增碳的主要方法,是将增碳剂作为炉料直接投入炉内的投入法,在工艺要求炉外增碳时,常采用包内喷粉或出铁增碳法。
3.1 炉内投入法
适用于感应炉熔炼时使用,依据工艺要求具体方法有为:①中频电炉熔炼,可按配比或碳当量要求随炉料加入电炉中下部位,回收率可达 95%以上;②铁液熔清后碳量不足调整碳分时,先打净炉中熔渣,再加增碳剂,通过铁液升温,电磁搅拌和人工搅拌使碳溶解吸收,回收率可在 90%左右;有的工厂采用所谓低温增碳工艺,即炉料只熔化一部分,熔化的铁液温度较低情况下,全部增碳剂一次性加入铁液中,同时用固体炉料将其压入铁液中不让其露出铁液表面。
3.1.1 配料及加料顺序与晶体石墨增碳剂的使用方法
钢铁料配料大多都采用 20%-30%的回炉料+工业碳素废铁,回炉料配量以车间回炉料的多少定,不超过30%为宜。加料顺序是炉底先加入回炉料,随后加入工业碳素废铁,大功率送电。
在炉料熔化 60%时加入配料晶体增碳剂总量的一半,加入晶体增碳剂后继续提高炉温加料熔化,剩余部分的 60%在炉料全部熔化打完渣后加入,不断搅拌直到增碳剂完全溶解后取样分析。取样后炉内铁液用覆盖剂保护,炉子保温。
最后剩余晶体增碳剂(粒度 0.5~1.0 mm)覆盖在包中球化剂上,起促进石墨形核及孕育作用。
3.1.2 晶体石墨粒度要求
对于 1t 以下电炉熔炼晶体石墨粒度要求 0.5~2.5mm,1t-3t 电炉熔炼晶体石墨粒度要求 2.5~5mm,3t-10t电炉熔炼晶体石墨粒度要求 5.0~20mm,覆盖在浇包中球化剂上的晶体石墨粒度要求 0.5~1.0 mm。
3.2 炉外增碳
选用焦炭粉做增碳剂,包内喷粉,吹入量为 40kg/t,预期能使铁液含碳量从 2%增到 4%,增碳过程随着铁液碳含量逐渐升高,碳量利用率下降,增碳前铁液温度 1600℃,增碳后平均为 1299℃。喷焦炭粉增碳,一般采用氮气作载体,在工业生产条件下,用压缩空气更方便,而且压缩空气中配入过量碳粉吹入高温铁液中,与压缩空气中的氧燃烧产生 CO,化学反应热可补偿部分温降,而且 CO 的还原气氛利于改善增碳效果。
出铁时增碳,可将粒度 0.5~1.0 ㎜的增碳剂放到包内,或从出铁槽随流冲入,出完铁液后充分搅拌,尽可能使碳溶解吸收,碳的回收率在 55%左右。
4.晶体石墨增碳剂的新用途
在生产高韧性风电球铁铸件、奥贝球铁铸件及大型复杂球铁柴油机缸体、缸盖过程中,经常遇到球化分级比 2 级低又比 3 级高,石墨球不圆整,石墨球直径达不到 6 级以上,EPC 生产灰铸铁重卡变速机箱体出现了 D 型石墨等,采取了常规的工艺措施都难以解决问题,在生产原来配料、熔化、球化、孕育工艺不进行大的改变情况下,出铁时按 1.5-2.0Kg/t 铁液包中冲入 0.5~1.0mm 的晶体增碳剂(覆盖在球化剂上),这些问题就得到解决。换句话可以理解运用特定晶体增碳剂会对提高高韧性球铁风电铸件、奥贝球铁铸件、及大型复杂球铁柴油机缸体、缸盖的球化率、改善石墨球圆整度,减小石墨球直径起到有益的作用,EPC 生产重卡变速机灰铸铁箱体对消除 D 型石墨有明显的效果。.
5.使用晶体石墨增碳剂注意的事项
配料增碳,增碳剂随炉料加入电炉下部(5~15mm 颗粒),碳收得率一般为 95%;铁液、钢液补碳,先打净钢液表面的渣子加入(0.5~2.5 mm),碳收得率一般为 92%。
加增碳剂熔炼灰铸铁、球铁中不要频繁加入覆盖剂,不要频繁打渣,以免增碳剂没有溶解完与覆盖剂混合,与渣子从炉中打出。
第一次使用注意需要通过 2-3 炉试验,以确定增碳剂的碳收得率。
石墨增碳剂当做提高球化率、改善石墨球圆整度,减小石墨球直径、消除 D 型石墨、细化晶粒的作用时,粒度一定要细,本身要干燥,不注意的话容易引起球铁的夹杂及气孔缺陷。
6. 合成铸铁的熔炼中 C、Si、Mn 的控制
由于合成铸铁配料,炉料中带入的 S、P 极低,合成铸铁熔炼质量控制的关键是 C、Si、Mn 的控制,传统熔炼 C 主要依靠配料来保证,但合成铸铁的熔炼由于 C 受增碳剂的类型、粒度、加入方法、以及增 C 过程温度的影响,C 吸收率变化大,因此,C 必须依靠配料、严格的熔炼工艺及炉前快速检测来调整,炉前快速检测主要以快速热分析仪和直读光谱仪。对于酸性炉,合成铸铁的熔炼 Si 较为稳定,依靠配料控制,
但合成铸铁液在 1580℃以上于酸性炉内停滞时间太长,回出现 C 快速下降,Si 快速大幅增高。合成铸铁的Mn 通过调 Mn 造渣辅料的加入量来控制。
7.合成铸铁的生产应用实例
(1) 采用电炉合成铸铁工艺生产高韧性球铁
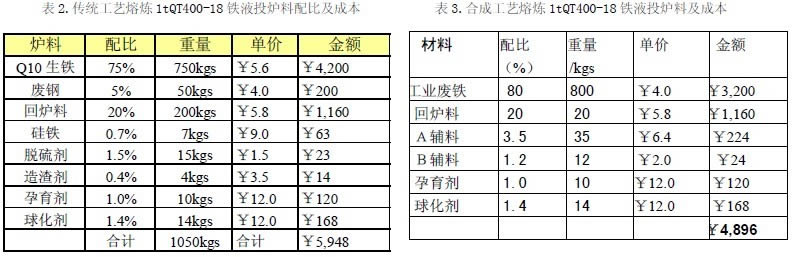
风电球铁铸件国内大多采用树脂砂造型制芯,中频电炉或电弧炉熔炼工艺铸造。在中频炉熔炼下利用工业碳素废铁熔炼合成铸铁的工艺。经陕西、广东、浙江、山东、辽宁等铸造厂生产球铁 5 万 t 以上应用证明,应用合成铸铁生产技术在不增加铸造企业设备投入,不增加人力投资情况下,降低高韧性球铁直接生产成本约 1000 元/t 左右(采用合成工艺熔炼 1t 铁液节约成本:5,948 – 4,896 = 1,052 元)。对于 1 个年生产球铁 2 万 t铸造厂 1 年降低生产成本约 2000 万元,同时废品率降低可降成本约 400 万元左右。应用这一技术年生产球铁2 万 t 铸造厂综合降低生产成本 2400 万元左右。
对于中频炉及电弧炉熔炼而言,采用工业碳素废铁熔炼技术,生产高韧球铁可以使球铁的韧性和强度等性能得到提升,铸件的基体晶粒组织会均匀化、细化,铁液的纯净度更高,石墨化的效果也更稳定突出。工业碳素废铁中的杂质元素较少,成份稳定,经过高温熔炼,消除了铸造用生铁的不良遗传效应,熔炼出的铁液具有较高的品质。由于风电铸件要求进行低温冲击韧度检测,所以必须保证铁液足够的纯净,因此,原材料选择要求严格,一般对生铁的纯度要求高,要使用反球化元素、Mg 消耗量尽量低的生铁和杂质含量少,成分可知的废钢。但对于采用工业碳素废铁作为主要原材料的熔炼技术,用同类回炉
料,相对而言原材料选择余地就较宽。
将采用该工艺浇铸的 QT400-18 轮毂铸件的解剖取样,做铸态金相和理化分析,结果表明一般金相组织中球化级别达到 2 级,石墨大小 6 级以上,铁素体含量>90%,抗拉强度及-20℃低温冲击韧度检验均能达到要求。
对于电炉合成铸铁生产,由于不用铸造生铁,原材料只是工业碳素废铁及回炉料,采购管理相对容易。球化剂、孕育剂选择要求与电炉非合成球铁生产相同,由于电炉的温度化学成份容易控制,对于一般铸造工厂,降低生产高韧性球铁的技术难度,减少了球化不良的影响,提高了合格率,降低了生产综合成
本,提高了生产效益。
(2)采用电炉合成铸铁工艺生产等淬球铁(ADI)后板簧支架球铁原件
等温淬火球墨铸铁(Austempering Ductile Iron)是将球墨铸铁加热至奥氏体温度(850-950℃)保温(1-2h)至奥氏体为碳所饱和,然后急冷至使铸件不生成珠光体并高于马氏体开始形成温度(Ms),在此温度(250-380℃)保持足够长的时间(1.5-3.5h)生成针状铁素体和高碳奥氏体的热处理态铸铁。
由于等淬球铁具有较高的强度(σb>1000MPa)与韧性(δ>10%,无缺口冲击值>100J),强度和韧性的综合覆盖面大,引起工程界的兴趣并开展了深入的研究。近几年,由于球墨铸铁生产技术的进步,等淬球铁优异的性能的吸引和较高的利润刺激,等淬球铁的应用在扩大,产量在增加,目前世界年产量已超过 30 万吨。中国的载重车年需求约 20 万辆,其重型汽车后板簧支架服役条件恶劣,既承受较大的破坏载荷,又承受由冲击载荷形成的凿削式磨损。原来一般采用退火的 ZG270-500 中频淬火制造,重量大、耐磨性差,使用寿命低。尤其是对于 12-16t 载重车跑 3000-5000km 经常出现钩头部位严重磨损、螺栓孔耳部及支架断裂等问题,欧、美发达国家因石油能源的紧缺、加之市场对汽车减重及节能要求较高,已有等淬球铁(ADI)后板簧支架装车应用,中国近几年由于市场经济的快速发展,市场上石油紧缺的问题也已凸现,重型车减重日显突出。等温淬火球墨铸铁的强度比同等韌性的普通球墨铸铁高 1 倍, 与低合金钢的强度相当,但其弹性模量低 20%,如果将载重车车桥后板簧支架由原来的 ZG270-500 材质改为等淬球铁(ADI),后板簧支架的自重将减轻 40%以上,耐磨性将得到很大的改善,使用寿命大大提高。
① 后板簧支架等淬球铁(ADI)化学成分
等淬球铁基本化学成分与普通球墨铸铁(QT400-15)近似,Si 偏高,Mn 要低,和加入的合金元素,注意控制微量元素。各元素的 w 分数为:C <3.4%-3.7%, Si<2.2%-2.70%, Mn<0.35%, P<0.02%, S<0.03%, Cu<
0.2%-0.65% , Ni 0.3%-1.0% , Mo 0.2%-0.4% , Mg<0.04% ,Ce<0.02%,Sn<0.01%, Sb<0.01%, Ti<0.03% ,Al<0.04% 。
S 应被严格限制,以保证球化成功,防止过多的夹杂物产生和球化衰退。P 为有害元素促进脆性。Mo、Ni、Mn、Cu 是由强变弱的促进硬度的元素。Mn 应低于普通球墨铸铁,因为 Mn 有显著的偏析倾向,致使石墨分布不均匀。 可以部分消除 Mn 的不利影响,在使用 Cu 后,含量可放宽至 0.5%。加入合金元素 Cu、Cu、 Mn、Mo、Ni、Nb 可以提高淬透性及力学性能。干扰元素 Ti、Sn、Sb、V 等破坏球形,要用稀土元素中和,但 Ce过多反球化,应加以控制。
② 后板簧支架球铁原件的铸造工艺关键
要控制后板簧支架球铁原件的原始组织,球化率>90%,球化级别 1-2 级;石墨大小 6-8 级,石墨球数要>100-150 个/mm ,形状圆整,分布均匀;共晶体要均匀、细密。基体铁素体 95%以上,尽量减少珠光体。采用倒包孕育、随流孕育等晚期孕育技术,孕育要充分,以产生足够的石墨核心,保证球化效果,防止渗碳体产生,碳化物和非金属夹杂物总和<0.5%。球化处理后 15min 内浇注完,防止球化衰退。每 1 个铸件都要附铸金相试块,用于检查球化级别。
采用先进的成形方法和合理的浇冒口设计技术,防止铸件产生缩孔、缩松、气孔、夹渣等缺陷。孔洞和显微缩松体积<1%。只有提供完善的原始铸件,才能保证等淬球铁高性能的稳定性和可靠性。金属型铸造、砂型铸造冷铁与浇冒口配合设计技术是制造无缺陷后板簧支架等淬球铁原件先进的成形方法,这种方法铸件冷却快,石墨球数又多、又圆整。
采用电炉合成铸铁工艺,通过晶体石墨增碳剂+工业碳素废铁+调 Mn 造渣辅料的配合,低 S、低 P 的成分控制变的容易。近万件等淬球铁后板簧支架装到 12-16t 重型载重车上应用表明:
将 12-16t 载重车后板簧支架由原退火的 ZG270-500 中频淬火改为等淬球铁满足其服役条件, 性价比最佳的力学性能是 σb1000MPa 左右,δ10%以上,硬度 30-35HRC。铸造要求高而健全的后板簧支架球铁原件技术及合理的热处理工艺控制技术是生产等淬球铁(ADI)后板簧支架的关键。
等淬球铁(ADI)的承载能力为 ZG270-500 承载能力的 200%以上,后板簧支架改为等淬球铁的自重将减轻 40%以上,等淬球铁(ADI)后板簧支架市场销售价在 15000 元/t 左右,技术附加值较高,专业铸造厂生产有较好的市场发展前景。等淬球铁(ADI)的单位重量与强度比值、单位屈服强度的相对成本在高强度铝合金、球铁、铸钢锻钢中较低,有较高的性价比,在载重车、铁路车辆、工程机械、矿山机械的高强度、耐磨及抗磨结构件上开发应用有广阔的市场前景。
(3) 3t 重的 QT700-2 风电星行架铸件合成铸铁的熔炼工艺技术
3t 重的 QT700-2 风电星行架铸件,3 个Φ220 大断面热节相互簇拥的结构,要求此处本体球化级别达到2 级,石墨大小 6 级以上,珠光体含量>85%,Φ260×800 内壁硬度 HB 比Φ460×800 外壁 HB 低。在天津、河北 2 家铸造厂生产时,采用了高价本溪生铁、高价重稀土球化剂、高价长效孕育剂、放置大量冷铁、低温浇注等所有工艺措施,废品率高达 30.%以上,免强合格的铸件表面质量差,甚至有气孔,产生 200 多件近 1000t 废品,损失惨重。最后对铸件采购商说,这个铸件生产难度大,要求涨价。
当然星行架属于风电架铸件中,技术要求高,生产难度大的铸件,采用合成铸铁工艺及大断面球墨铸铁凝固结晶专用技术,这一问题就不难解决。
(4)用电极石墨、煅烧无烟煤增碳剂生产合成铸铁
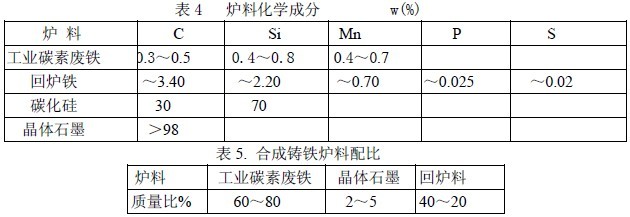
采用中频感应电炉,用工业碳素废铁和回炉铁,用晶体石墨增碳、用碳化硅增碳熔炼合成铸铁,所用炉料化学成分见表 4。合成铸铁炉料配比见表 5。
经试验和批量验证,合成铸铁克服了生铁遗传性,在碳当量为 4.1%时,抗拉强度大于 250MPa,比冲天
炉熔炼的大致可提高一个牌号。
(5)用增质增碳剂增碳生产灰铸铁缸套
缸套化学成分 w(%)为 C 3.2—3.25,Si 1.05—1.23,Mn 0.76—0.85,Cu 1.25—1.30,V 0.03—0.15,B 0.030—0.038,S≧0.35,P≧0.35,采用 3 种废钢用量生产缸套,3 种配料比例和增碳剂用量分别是
①不用增碳剂,废钢 25%,生铁 40%,回炉料 35%;②增碳剂 0.8%,废钢 35%,生铁 40%,回炉料 25%;③增碳剂 1.0%,废钢 35%,生铁 40%,回炉料 20%;用直读光谱仪测得的最终化学成分。用缸套附铸试块测得的组织与力学性能如表 6。 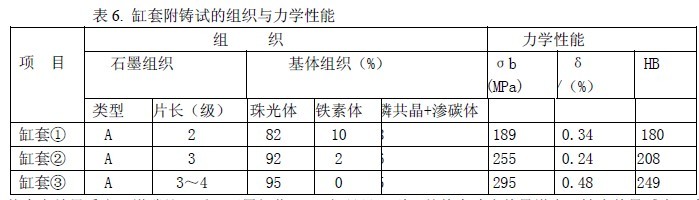
从生产结果看出,增碳处理后,石墨细化 1~2 级且呈 A 型,基体中珠光体量增多,铁素体量减少,力学性能得到改善,抗拉强度提高 60MPa 以上,伸长率提高 0.1%,硬度提高 70HB。
8.结 论
(1)采用电炉合成铸铁工艺生产高韧性球铁、高强度球铁,包括等淬球铁(ADI)原件,在不增加铸造企业设备投入,不增加人力投资情况下,降低高韧性球铁直接生产成本约 1000 元/t 左右。对于 1 个年生产球铁 2 万 t 铸造厂 1 年降低生产成本约 2000 万元,同时废品率降低可降成本约 400 万元左右。应用这一技术年生产球铁 2 万 t 铸造厂综合降低生产成本 2400 万元左右。
(2)采用电炉合成铸铁工艺生产高品质球铁、蠕墨铸铁及高强度灰铸铁,在不增加铸造企业设备投入,不增加人力投资情况下,直接降低生产成本约 1000 元/t 左右。同时性能可以提高一个牌号。
(3)采用电炉合成铸铁工艺适应市场对多类高品质铸铁件的需要,采用电炉用增碳工艺选用价格相对低廉的炉料,可以降低生产成本。用增碳剂与科学的增碳工艺相结合,提高铸件品质,降低生产成本,能够取得显著的技术经济效果。